
Mit dem Wachsausschmelzverfahren betrete ich Neuland. Dies sind meine erste Versuche. Mit Metallgießen im Formsand habe ich schon einige Erfahrungen gesammelt. Nur kann man bei diesem Verfahren keine Hinterschneidungen verarbeiten.
Als Probestück habe ich mir ein Modell eines Standfußes für eine Filmkamera mit einem 3D Drucker erstellt. Dieses wurde anschließend mit einem Füller (Grundierungsspray) gehandelt. Damit werden die feinen Rillen beim Drucken überdeckt.
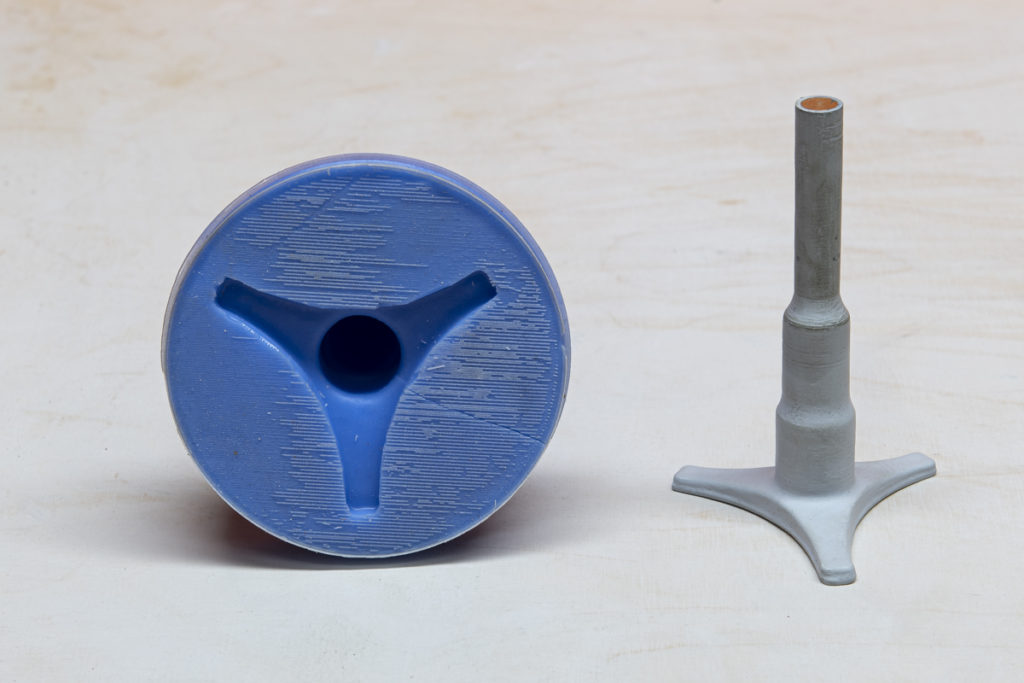
Vom Modell wird dann eine Form mit flüßigem Silikon erstellt.

Die Silikonform mit flüssigen Wachs ausgegossen. Der schwarze Behälter für die Silikonform habe ich mit meinen 3D Drucker erstellt.

Nach dem das Wachs ausgekühlt ist, kann es aus der Form genommen werden. Die Silikonform ist auf einer Seite etwas eingeschnitten um das Wachsmodell besser aus der Form zu nehmen.

Die rote Wachsschnüre dienen beim Gießen zur Entlüftung. Wenn das Metall eindringt muss die Luft entweichen können. Der obere Trichter dient als Eingußloch.

Für den Trichter aus Wachs habe ich ein Modell gedreht und eine Silikonform erstellt.

Mit dem 3D Drucker erstellte ich ein Gehäuse zum Gießen der Gipsform. In der Mitte steht dann das Wachsmodell und wird mit einer Mischung aus Gips und Schamott ausgegossen.

Die Ummantelung wird nach dem Trocknen entfernt.

Das Gipsmodell wird dann in einem Ofen bei 500 Grad gebrannt. Dazu stellt man die Form zuerst auf den Kopf um das Wachs zu entfernen. Auch die ganze Feuchtigkeit muss raus. Für einen Zentimeter Wandstärke wird eine Stunde gerechnet. Unwirtschaftlich wäre es für mich dieses in meinem Keramikbrennofen zu erledigen. Dazu heizte ich meinen Holzbackofen im Garten an und erledigte dieses damit. Nur ins Feuer direkt kann man die Form nicht stellen, da der Gips ab 600 Grad verbrennt.

Ich hatte mir drei Gipsformen erstellt. Dann kam die Stunde der Wahrheit. Das auf 1050 Grad geschmolzenes Messing wurde eingefüllt. Versuch macht klug. Diesmal war es nichts. Ich vermute das die Eingußöffnung zu klein war und dann nach kurzer Zeit verstopfte.
Also auf ein Neues. Die Wachsformen habe ich schon gegossen. Neue größere Eingußöffnungen aus Wachs sind auch schon vorhanden.

Nach dem ich drei neue Gipsmodelle erstellt hatte wurde mein „Hochofen“ in Betrieb genommen. Die unbrauchbaren Teile wurden wieder eingeschmolzen. Die Gipsmodelle hatte ich im Holzbackofen auf noch etwas vorgewärmt.

Beim Gießen bemerkte ich gleich, dass die Form noch etwas Feuchtigkeit enthielt. Das Messing fing sofort an zu Spritzen. Dies ist eine nicht ganz ungefährliche Situation. Bei meinem Fall sind nur kleine Mengen im Einsatz. Trotzdem ist immer auf die richtige Ausrüstung zu achten. Lederschürze, hitzebeständige Handschuhe, geschlossene Schuhe und nur Arbeitskleidung aus Baumwolle. Alle Körperteile sollen bedeckt sein. Das wichtigste ist ein Helm mit einem Hitzeschutzschild vor dem Gesicht.
Auf dem Gipsmodell und auf dem Stein sind die Spritzer zu erkennen. Meine zwei weitere Gipsmodelle werden ich noch weiter im Ofen trockenen.

Wenn das Messing abgekühlt ist wird die Gipsform zerschlagen. Der Guß war gelungen. Alles war vorhanden. Ich hatte mit der größeren Eingußöffnung das Problem gelöst. Die Oberfläche war nicht so sauber wie gewünscht. Das Messing konnte sich durch den Wasserdampf nicht so ruhig in die Form legen.
Versuch macht klug.

Nach dem Verputzen war ich trotzdem mit meinem Werk zufrieden. Beim nächsten Guß wird es dann noch schöner.
Fortsetzung folgt…